Maîtrise des poids & méthode terrain
Mesure variabilité production : comprendre et réduire l’écart-type global
La mesure de la variabilité en production est le point de départ d’une démarche efficace de réduction du surdosage. Elle permet de quantifier la dispersion réelle des poids, mais elle ne suffit pas à elle seule pour savoir où agir.
Mon approche consiste à mesurer l’écart-type global, puis à aller plus loin : décomposer cette variabilité pour distinguer la part liée au produit, aux différences inter-têtes et à la variabilité intrinsèque du doseur.
Analyser vos données de poids
Revenir à la variabilité du dosage
- Mesure de l’écart-type global en conditions réelles
- Identification des limites d’une simple mesure globale
- Préparation du test général pour agir sur les causes dominantes

Mesurer la variabilité est indispensable, mais l’enjeu est surtout de comprendre ce qui compose l’écart-type global.
Sommaire
Pourquoi mesurer la variabilité en production ?
En production agroalimentaire, les écarts de poids sont souvent traités par des réglages rapides : on relève la cible, on ajuste une doseuse, on corrige une tête, ou on demande aux opérateurs de surveiller plus souvent. Ces réactions peuvent être utiles ponctuellement, mais elles ne permettent pas toujours de réduire durablement la variabilité.
Une mesure de variabilité en production permet de sortir de l’impression terrain pour objectiver la situation. Elle permet de savoir si la ligne produit autour d’une moyenne stable ou si les poids sont fortement dispersés.
Objectiver
Remplacer les impressions par des pesées individuelles exploitables.
Quantifier
Calculer la moyenne, l’écart-type et la dispersion réelle des poids.
Orienter
Préparer l’analyse des causes avant d’agir sur les réglages.
Point clé : mesurer ne veut pas dire corriger. La mesure donne le point de départ. La valeur ajoutée vient ensuite de l’analyse des causes qui composent l’écart-type global.
Pourquoi la mesure globale ne suffit pas
Calculer un écart-type global est indispensable, mais cet indicateur ne dit pas à lui seul pourquoi la variabilité est élevée. Deux lignes peuvent présenter le même écart-type global avec des causes totalement différentes.
Produit instable
Le produit peut évoluer dans le temps : texture, densité, température, homogénéité ou comportement d’écoulement.
Variabilité inter-têtes
Les têtes ou organes de dosage peuvent ne pas délivrer exactement la même quantité moyenne.
Variabilité du doseur
Le système de dosage peut avoir sa propre dispersion, même lorsque le produit et les réglages semblent stables.
Limite majeure : un écart-type global élevé ne permet pas de savoir s’il faut agir sur le produit, sur les têtes de dosage, sur le doseur ou sur la méthode de réglage.
C’est précisément pour cette raison qu’une mesure globale doit être suivie d’une analyse structurée. L’objectif n’est pas seulement de savoir que la dispersion est forte, mais de comprendre d’où elle vient.
Quelles données mesurer sur le terrain ?
La qualité de l’analyse dépend directement de la qualité des données collectées. Il ne suffit pas de relever une série de poids : il faut pouvoir relier ces poids aux conditions réelles de production.
Données de mesure terrain
Pesées individuelles réalisées en production, avec identification des conditions réelles : moment de prélèvement, réglage en cours, produit, ligne et éventuellement tête de dosage. Ces données permettent de calculer la moyenne, l’écart-type et de caractériser la variabilité globale du process.
Données de contexte
Produit, lot, équipe, heure, phase de production, consigne de réglage, intervention récente, arrêt / redémarrage, changement de texture ou événement particulier observé sur la ligne.
Ces informations évitent de traiter les poids comme une simple série de chiffres. Elles permettent de reconnecter les résultats à la réalité du process.
Principe terrain : une mesure utile est une mesure contextualisée. Sans contexte, l’écart-type donne une alerte, mais il ne permet pas d’orienter correctement les actions.
Conditions de mesure indispensables
Une mesure de variabilité doit refléter la production réelle. Si la ligne est spécialement réglée pour le test, si les produits atypiques sont écartés ou si le prélèvement est réalisé dans une situation trop favorable, l’écart-type calculé risque de sous-estimer la variabilité réelle.
Ligne en conditions réelles
La mesure doit refléter les pratiques habituelles de production, de contrôle et de réglage.
Pas de tri préalable
Les valeurs atypiques ne doivent pas être supprimées sans cause technique clairement identifiée.
Moment identifié
Démarrage, régime établi, fin de lot, après arrêt ou après réglage : le moment du prélèvement doit être connu.
Erreur fréquente : mesurer uniquement après avoir stabilisé ou réglé la ligne. La mesure peut alors paraître rassurante, mais elle ne représente pas forcément la variabilité habituelle.
Moyenne, écart-type et dispersion
La moyenne et l’écart-type doivent toujours être lus ensemble. Une moyenne correcte peut masquer une dispersion excessive. À l’inverse, une dispersion faible peut être associée à une cible mal positionnée.
La moyenne
Elle indique le positionnement global de la production par rapport à la cible ou à la quantité nominale.
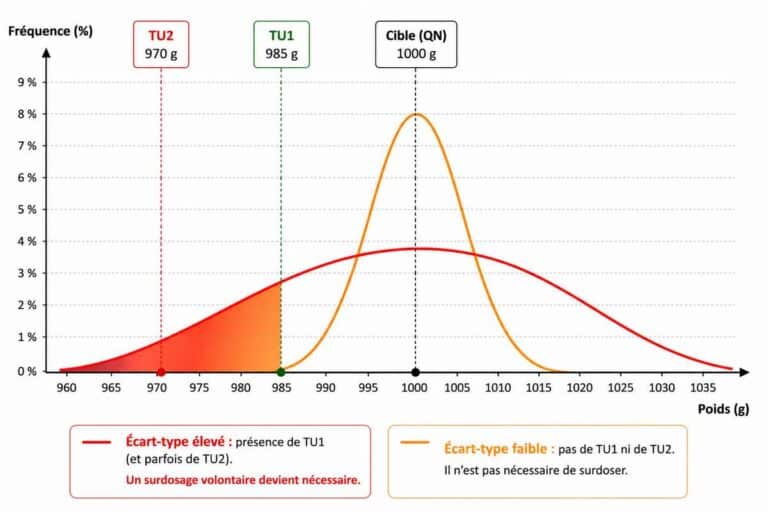
L’écart-type
Il mesure la dispersion des poids autour de la moyenne. Plus il est élevé, plus la production est variable.
Mais l’écart-type global reste une valeur synthétique. Pour réduire réellement la dispersion, il faut comprendre ce qui le compose.
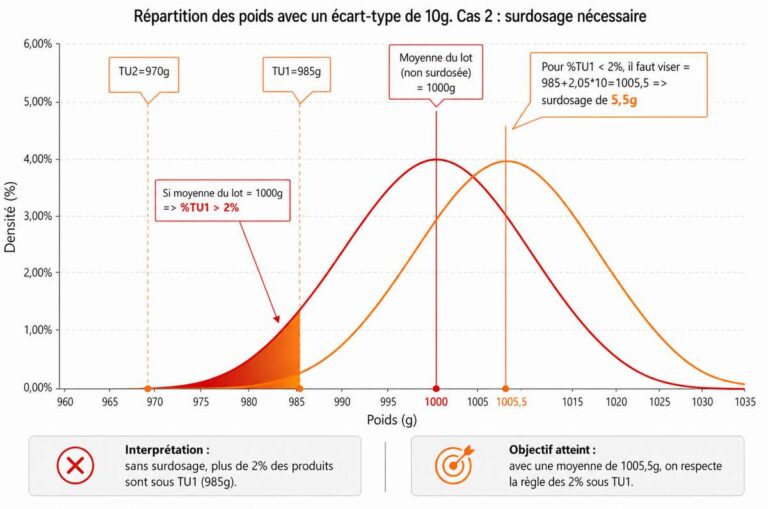
Message important : une moyenne conforme ne suffit pas à démontrer la maîtrise du dosage. La dispersion peut imposer un surdosage important malgré une moyenne apparemment correcte.
Décomposer l’écart-type global pour agir efficacement
L’écart-type global mesuré en production est la résultante de plusieurs sources de variabilité. Pour agir efficacement, il faut identifier la contribution de chaque source.
La logique technique repose sur une décomposition des variances. On ne cherche pas à additionner visuellement des courbes, mais à comprendre les contributions qui alimentent la variabilité globale.

Le test général permet d’identifier la contribution de chaque composante afin d’agir sur la cause dominante.
Variabilité produit
Elle correspond aux variations du produit dans le temps : texture, densité, température, homogénéité ou comportement au dosage.
Variabilité inter-têtes
Elle correspond aux différences de quantité moyenne délivrée par les têtes ou organes de dosage.
Variabilité intrinsèque du doseur
Elle correspond à la dispersion propre au fonctionnement du doseur, indépendamment des écarts moyens entre têtes.
Formulation technique : la variance globale peut être approchée comme la combinaison de plusieurs contributions. C’est cette logique qui permet de passer d’un constat global à un plan d’action ciblé.
Le rôle du test général
Le test général permet de dépasser la simple mesure globale. Il vise à identifier la part de la variabilité liée au produit, aux différences inter-têtes et à la variabilité intrinsèque du doseur.
Cette étape est fondamentale, car les actions ne seront pas les mêmes selon la cause dominante. Une variabilité produit se traite différemment d’une variabilité inter-têtes ou d’une dispersion propre au doseur.
| Composante analysée | Ce que le test cherche à comprendre | Exemples d’actions possibles |
|---|---|---|
| Variabilité produit | Le produit évolue-t-il dans le temps ? Sa texture, sa densité ou son comportement de dosage changent-ils ? | Stabilisation produit, homogénéisation, maîtrise température, adaptation des conditions de conduite. |
| Variabilité inter-têtes | Les têtes ou organes de dosage délivrent-ils tous la même quantité moyenne ? | Réglage des têtes, équilibrage de répartition, vérification mécanique, nettoyage ou maintenance ciblée. |
| Variabilité intrinsèque du doseur | Le doseur est-il stable lorsqu’on neutralise les effets produit et les écarts moyens entre têtes ? | Analyse mécanique, stabilité cycle, jeux, vibrations, paramètres machine, maintenance ou modification de réglage. |
Intérêt du test général : il évite de corriger au hasard. Il permet d’orienter les actions vers la composante qui contribue réellement à l’écart-type global.
La méthodologie complète sera détaillée dans la page test général de variabilité en production.
Les erreurs fréquentes lors de la mesure
Les erreurs de mesure ou d’interprétation peuvent conduire à des actions inefficaces. Le risque principal est de confondre un symptôme avec une cause.
Trier les valeurs trop vite
Supprimer les valeurs atypiques peut masquer une vraie instabilité du process.
Regarder seulement la moyenne
Une moyenne correcte peut cacher un écart-type trop élevé.
Corriger sans diagnostic
Modifier les réglages sans comprendre la cause peut déplacer le problème sans le résoudre.
À retenir : une mesure utile doit conduire à une hypothèse d’action. Si elle ne permet pas de décider où agir, elle reste incomplète.
Étape suivante : passer de la mesure au diagnostic
La mesure donne l’écart-type global. Le test général permet de comprendre ce qui compose cet écart-type. C’est cette transition qui transforme une simple analyse de poids en démarche d’amélioration.
Vous avez des données de poids, mais pas encore de diagnostic clair ?
Je peux vous aider à structurer les mesures, calculer l’écart-type global et identifier les composantes de variabilité qui doivent être travaillées en priorité.
Me contacter
Pour aller plus loin
La mesure de la variabilité s’intègre dans une démarche complète : comprendre la variabilité du dosage, mesurer l’écart-type global, décomposer les causes, régler les sources dominantes puis valider les gains.
Pages et articles à lire aussi
Ces pages complètent le sujet et permettent d’approfondir le sujet.




FAQ – Mesure de la variabilité en production
Pourquoi mesurer la variabilité en production ?
Parce que la variabilité réelle ne peut être comprise qu’à partir de données représentatives du fonctionnement terrain.
Quel indicateur utiliser pour mesurer la variabilité ?
L’écart-type est l’indicateur principal pour mesurer la dispersion des poids autour de la moyenne.
La moyenne suffit-elle pour piloter le poids ?
Non. Une moyenne correcte peut masquer une dispersion importante. Il faut analyser la moyenne et l’écart-type ensemble.
Pourquoi l’écart-type global ne suffit-il pas ?
Parce qu’il ne dit pas d’où vient la variabilité. Elle peut provenir du produit, des différences inter-têtes ou de la variabilité intrinsèque du doseur.
Qu’est-ce que la variabilité inter-têtes ?
La variabilité inter-têtes correspond aux différences de quantité moyenne délivrée par les têtes ou organes de dosage.
Qu’est-ce que la variabilité intrinsèque du doseur ?
Elle correspond à la dispersion propre au fonctionnement du système de dosage, indépendamment des écarts moyens entre têtes.
Quel est le rôle du test général ?
Le test général permet de décomposer la variabilité globale pour identifier la contribution du produit, des têtes et du doseur.
Peut-on supprimer des valeurs atypiques ?
Uniquement si une cause technique claire est identifiée. Sinon, les valeurs atypiques peuvent révéler une vraie instabilité du process.
Combien de pesées faut-il réaliser ?
Le nombre dépend de l’objectif : diagnostic global, comparaison avant / après, analyse par tête ou suivi dans le temps.
La mesure de variabilité remplace-t-elle les contrôles réglementaires ?
Non. Elle sert à comprendre le process en amont. Les contrôles réglementaires restent nécessaires pour vérifier la conformité.