Maîtrise du dosage
Variabilité du dosage en agroalimentaire : comprendre et maîtriser l’écart-type
La variabilité du dosage en agroalimentaire explique de nombreuses dérives observées en production : surdosage, instabilité des contrôles, apparition de produits sous TU1 ou TU2, difficultés de réglage et pertes matière.
J’analyse cette variabilité sur le terrain en distinguant la dispersion des poids, la dérive de la moyenne et les causes liées au doseur, au produit et au pilotage des réglages.
Sommaire
- Qu’est-ce que la variabilité du dosage ?
- Dispersion et dérive : deux phénomènes différents
- Pourquoi la moyenne ne suffit pas
- Les sources de variabilité du dosage
- Pourquoi décomposer l’écart-type global ?
- Exemple chiffré avant / après actions
- Lien entre variabilité et surdosage
- Ce qu’il faut réellement piloter
- Vers la méthode terrain
Qu’est-ce que la variabilité du dosage en agroalimentaire ?
Sur une ligne de conditionnement, aucun dosage n’est parfaitement constant. Les poids varient toujours autour d’une cible, même lorsque la ligne semble correctement réglée. La variabilité du dosage en agroalimentaire correspond à cette dispersion des poids. Elle est normale tant qu’elle reste maîtrisée. Elle devient problématique lorsqu’elle génère des TU1, des TU2, du tri, des pertes ou du surdosage volontaire.
Point clé : le problème n’est pas que les poids varient. Le problème est que cette variation soit trop forte, mal comprise ou mal pilotée.
Comprendre la variabilité du dosage en agroalimentaire permet de ne pas réduire le sujet à un simple réglage de consigne. Il faut regarder l’écart-type, la stabilité dans le temps et les causes qui génèrent la dispersion.
Dispersion et dérive : deux phénomènes différents
Pour comprendre un dosage, il faut distinguer deux phénomènes souvent confondus : la dispersion et la dérive.La dispersion
La dispersion correspond à l’écart entre les valeurs individuelles. Elle est mesurée par l’écart-type. Plus l’écart-type est élevé, plus les poids sont dispersés autour de la moyenne.La dérive
La dérive correspond au déplacement progressif de la moyenne. Le dosage peut rester peu dispersé, mais se décaler progressivement par rapport à la cible.
Une moyenne correcte à un instant donné ne suffit pas à prouver que le dosage est stable.
Pourquoi la moyenne ne suffit pas
En production, on regarde souvent la moyenne d’un contrôle pour décider si la ligne est bien réglée. Cette information est utile, mais elle ne suffit pas. Une moyenne proche de la cible peut cacher une dispersion importante. À l’inverse, une dispersion faible peut être associée à une moyenne légèrement décalée. Dans les deux cas, le risque n’est pas le même et les actions à conduire ne sont pas identiques.
Le bon raisonnement consiste à regarder la moyenne, l’écart-type et l’évolution des poids dans le temps.
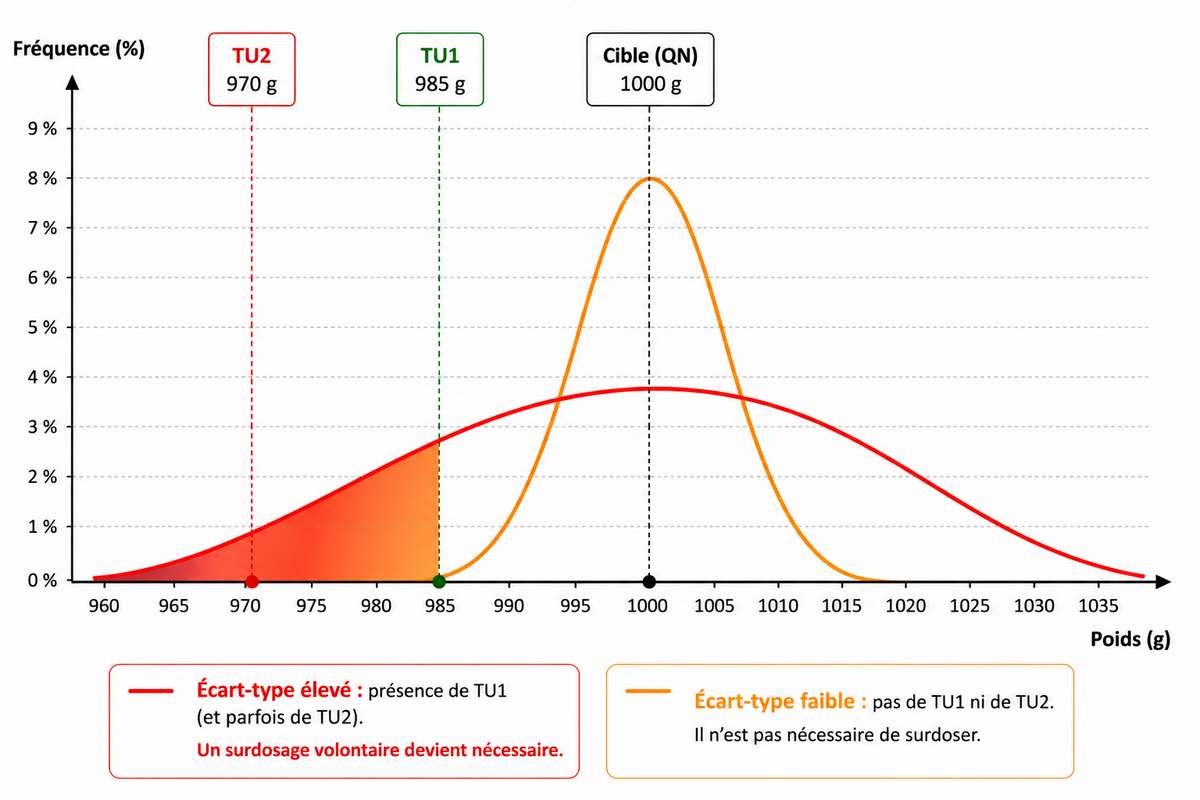
C’est particulièrement important pour les préemballés. Si l’écart-type est trop élevé, des produits peuvent passer sous TU1 ou TU2 même si la moyenne semble correcte. C’est l’une des raisons pour lesquelles certaines lignes finissent par travailler avec un surdosage volontaire.
Ce point est détaillé dans l’article consacré aux causes du surdosage en agroalimentaire.
Les sources de variabilité du dosage en agroalimentaire
Sur le terrain, la variabilité du dosage en agroalimentaire vient rarement d’un seul facteur. Elle résulte le plus souvent de l’interaction entre le doseur, le produit et la méthode de contrôle et de réglage.Doseur et têtes de dosage
Régularité du doseur, alignement des têtes, usure mécanique, jeux, membranes, pistons, organes de réglage ou temps de réponse.Produit
Viscosité, densité, température, texture, foisonnement, présence de morceaux, changement de lot ou évolution au cours du temps.Pilotage des réglages
Fréquence de contrôle, taille d’échantillon, limites de réaction, interprétation des résultats et efficacité des réglages opérateurs.Variabilité du dosage en agroalimentaire : pourquoi décomposer l’écart-type global ?
Un écart-type global élevé ne signifie pas forcément que le doseur est mauvais. Il signifie que plusieurs sources de variabilité se cumulent. C’est une nuance essentielle. L’écart-type global d’une production peut être vu comme le résultat de plusieurs contributions : désalignement des têtes, stabilité propre du doseur, variabilité du produit dans le temps et efficacité de la méthode de contrôle et de réglage.
Principe : plus les écarts-types liés aux différentes causes sont élevés, plus l’écart-type global augmente. À l’inverse, si chaque cause est maîtrisée, l’écart-type global diminue fortement.
Cette lecture évite de conclure trop vite que la seule solution est de remplacer ou de réviser complètement le doseur. Dans certains cas, le doseur reste imparfait, mais la ligne peut redevenir conforme si l’on agit sur les autres causes de variabilité.
Idée clé : décomposer l’écart-type global permet de transformer un problème général de dispersion en actions terrain ciblées.
Variabilité du dosage en agroalimentaire : exemple chiffré avant / après actions
Prenons l’exemple d’une ligne où les utilisateurs constatent que les poids “bougent beaucoup”. La production génère des TU1 et parfois des TU2. Cela entraîne du tri, des pertes produit, des retouches, voire une vente dégradée de certains lots. Le premier réflexe pourrait être de remettre en cause le doseur. Mais l’analyse de l’écart-type global montre que le problème est plus large : plusieurs causes se cumulent.| Cause de variabilité | Situation initiale | σ initial | σ² initial | Action ciblée | σ après action | σ² après action |
|---|---|---|---|---|---|---|
| Désalignement des têtes | Écart entre postes de dosage | 3,0 g | 9,00 | Alignement des têtes poste par poste | 1,5 g | 2,25 |
| Stabilité propre du doseur | Doseur peu performant | 3,0 g | 9,00 | Pas d’investissement immédiat sur le doseur | 3,0 g | 9,00 |
| Variabilité du produit dans le temps | Produit très variable | 8,0 g | 64,00 | Mise en place d’une MCR efficace | 2,0 g | 4,00 |
| Méthode de contrôle et de réglage | Réglages peu efficaces ou contreproductifs | 3,0 g | 9,00 | Recalcul de la fréquence, de la taille d’échantillon et des limites de réglage | 1,0 g | 1,00 |
| Écart-type global | Process très dispersé | 9,54 g | 91,00 | Actions ciblées sur les causes dominantes | 4,03 g | 16,25 |
Lecture du calcul : l’écart-type global est calculé à partir du cumul des variances : σ global = √(σ têtes² + σ doseur² + σ produit² + σ pilotage²).
Avant analyse
Avec un écart-type global de 9,54 g, la production génère environ :- 0,1 % de TU2
- 5,8 % de TU1
Après actions ciblées
Avec un écart-type global ramené à 4,03 g, la production génère environ :- 0,0 % de TU2
- 0,0 % de TU1
À retenir : réduire l’écart-type global ne consiste pas seulement à “mieux régler” la ligne. Il faut comprendre quelles causes pèsent réellement sur la variabilité globale.
Lien entre variabilité du dosage et surdosage
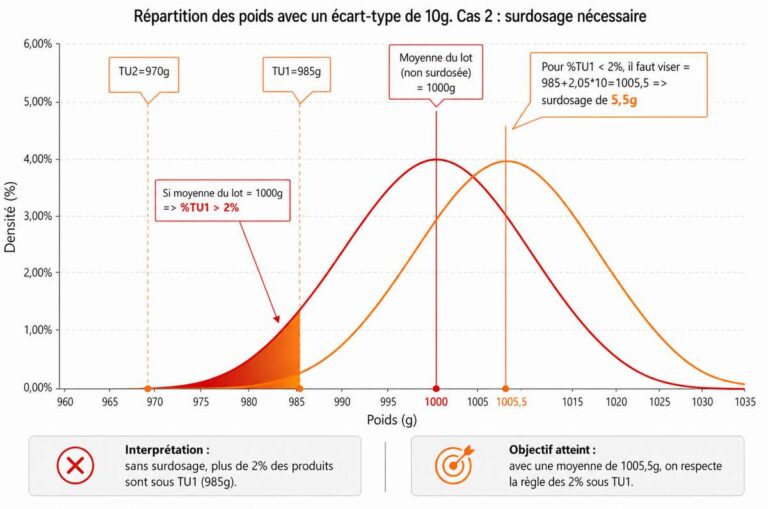
Le surdosage est souvent la conséquence directe d’une variabilité trop importante. Lorsque les poids sont trop dispersés, la ligne doit viser plus haut pour limiter le risque de produits inférieurs à TU1. Dans ce cas, le surdosage n’est pas seulement une mauvaise habitude. Il devient une marge de sécurité mise en place pour compenser une instabilité du dosage.
Plus l’écart-type augmente, plus la cible de dosage doit être remontée pour limiter le risque de TU1 et éviter les TU2.
La réduction du surdosage ne peut donc pas se limiter à une baisse de consigne. Si l’on baisse la cible sans réduire la variabilité, on augmente le risque de non-conformité. Le vrai levier consiste à comprendre pourquoi l’écart-type est élevé et à agir sur les causes.
Cette logique est directement liée à la réduction du surdosage en agroalimentaire et au contrôle du poids des préemballés.