Optimisation des performances qualité
Causes du surdosage en agroalimentaire : comprendre les dérives pour réduire les pertes
Les causes du surdosage en agroalimentaire sont rarement liées à une simple erreur de réglage. Sur le terrain, le surdosage traduit souvent une variabilité mal maîtrisée du process de dosage, une dérive machine, une instabilité produit ou une méthode de pilotage insuffisamment robuste.
J’interviens en production pour identifier les causes réelles du surdosage, mesurer la dispersion du process et construire une méthode de réduction des pertes compatible avec la conformité réglementaire des préemballés.
Sommaire
- Qu’est-ce que le surdosage en agroalimentaire ?
- Pourquoi la réglementation peut conduire au surdosage
- Le rôle central de la dispersion
- Cas 1 : dispersion faible sans surdosage
- Cas 2 : dispersion élevée et surdosage nécessaire
- Les causes terrain du surdosage
- La machine : doseur, têtes et réglages
- Le produit : viscosité, densité et comportement
- Le pilotage opérateur
- Les erreurs fréquentes
- L’impact économique du surdosage
- Articles liés sur le surdosage
Qu’est-ce que le surdosage en agroalimentaire ?
Le surdosage correspond au fait de conditionner un produit avec une quantité réelle supérieure à la quantité nominale indiquée sur l’emballage. Il peut concerner un pot, un sachet, une barquette, une bouteille, un flowpack ou tout autre préemballage vendu avec une quantité déclarée. Dans beaucoup d’usines, ce surdosage est connu. Il est parfois accepté comme une marge de sécurité. Il permet d’éviter les produits sous-dosés, les alertes en contrôle poids, les blocages de lots ou les discussions avec les clients. Mais lorsqu’il devient permanent, il révèle souvent une difficulté plus profonde : le process n’est pas suffisamment maîtrisé pour travailler près de la cible sans risque.
Point clé : le surdosage n’est pas seulement un problème de coût matière. C’est un indicateur de variabilité du process.
Comprendre les causes du surdosage en agroalimentaire permet de passer d’un réglage empirique à une maîtrise réelle du dosage. Cette approche s’inscrit dans une logique plus large de traitement des problèmes qualité agroalimentaire : observer le terrain, mesurer les écarts, identifier les causes et sécuriser les actions avant de réduire les marges de sécurité.
Pourquoi la réglementation peut conduire au surdosage
La réglementation des préemballés impose une logique simple dans son principe, mais exigeante dans sa mise en œuvre. Le conditionneur doit garantir que les produits commercialisés respectent les exigences relatives à la quantité nominale, aux tolérances négatives et aux produits insuffisamment remplis. Dans la pratique, trois points structurent le raisonnement :- la moyenne de production ne doit pas être inférieure à la quantité nominale ;
- le nombre de produits inférieurs à TU1 doit rester très limité ;
- aucun produit ne doit être inférieur à TU2.
Le rôle central de la dispersion dans le surdosage
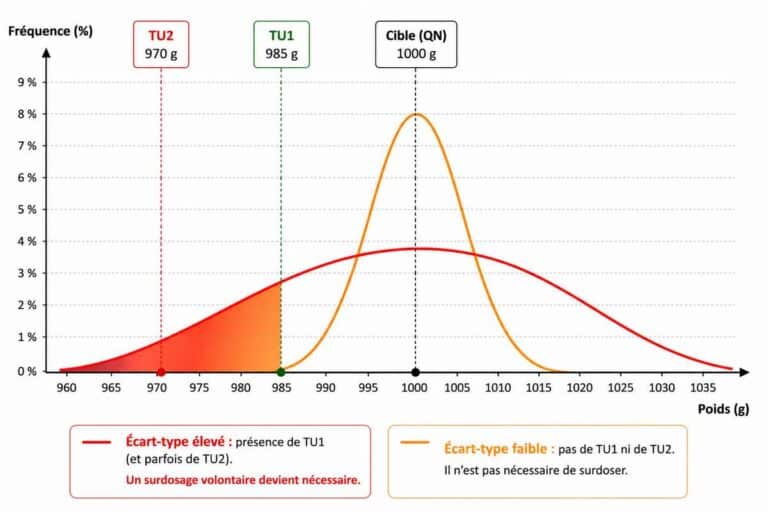
Le paramètre le plus important pour comprendre le surdosage est l’écart-type du process. L’écart-type mesure la dispersion des poids autour de la moyenne. Lorsque l’écart-type est faible, les poids sont regroupés. Lorsque l’écart-type est élevé, les poids sont dispersés.
Plus l’écart-type est élevé, plus la ligne doit viser haut pour éviter les produits inférieurs à TU1.
Pour un produit de quantité nominale 1000 g, avec TU1 à 985 g et TU2 à 970 g, la lecture terrain devient très concrète. Si la dispersion est faible, la moyenne peut rester proche de la quantité nominale. Si la dispersion augmente fortement, il faut décaler la cible vers le haut pour limiter le pourcentage de produits inférieurs à TU1.
Cible de dosage = TU1 + 2,05 × σ
Cette relation permet d’illustrer pourquoi le surdosage n’est pas seulement une habitude de production. Il peut devenir une conséquence mathématique de la dispersion du process.
Cas 1 : dispersion faible sans surdosage nécessaire
Dans ce premier cas, le process est correctement maîtrisé. La courbe est centrée sur la quantité nominale de 1000 g et la dispersion reste suffisamment faible pour éviter un passage significatif sous TU1.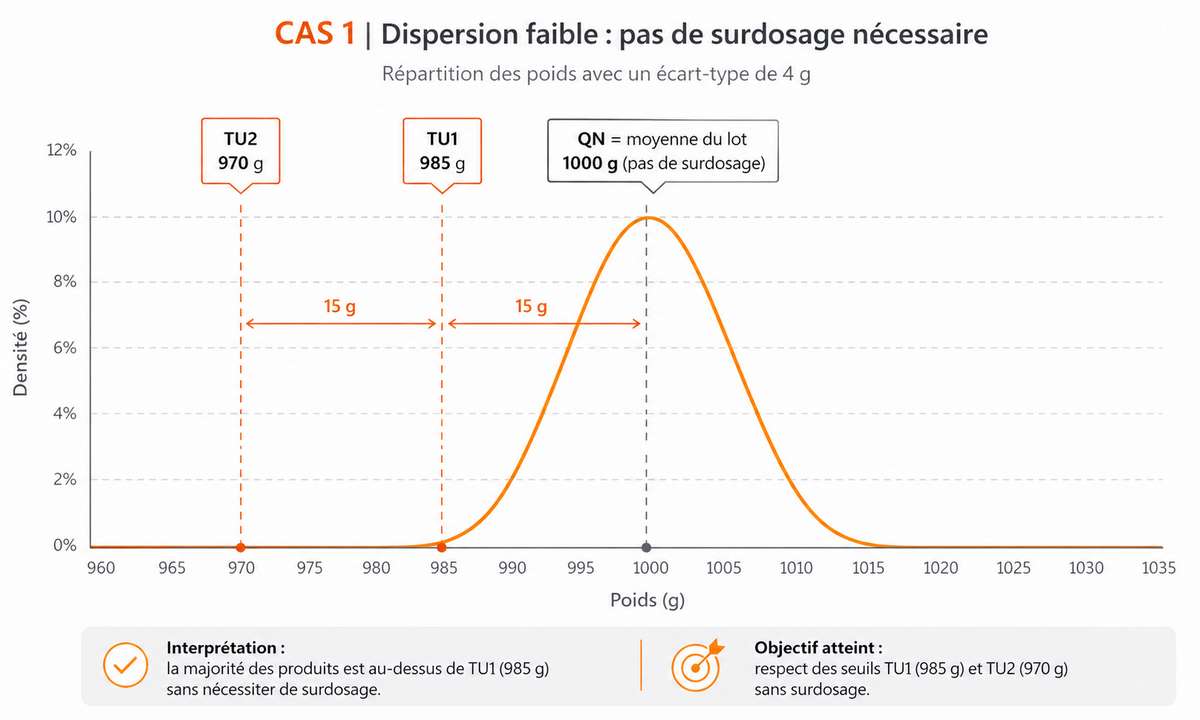
Lorsque la dispersion reste faible, la réduction du surdosage est possible sans fragiliser la conformité réglementaire.
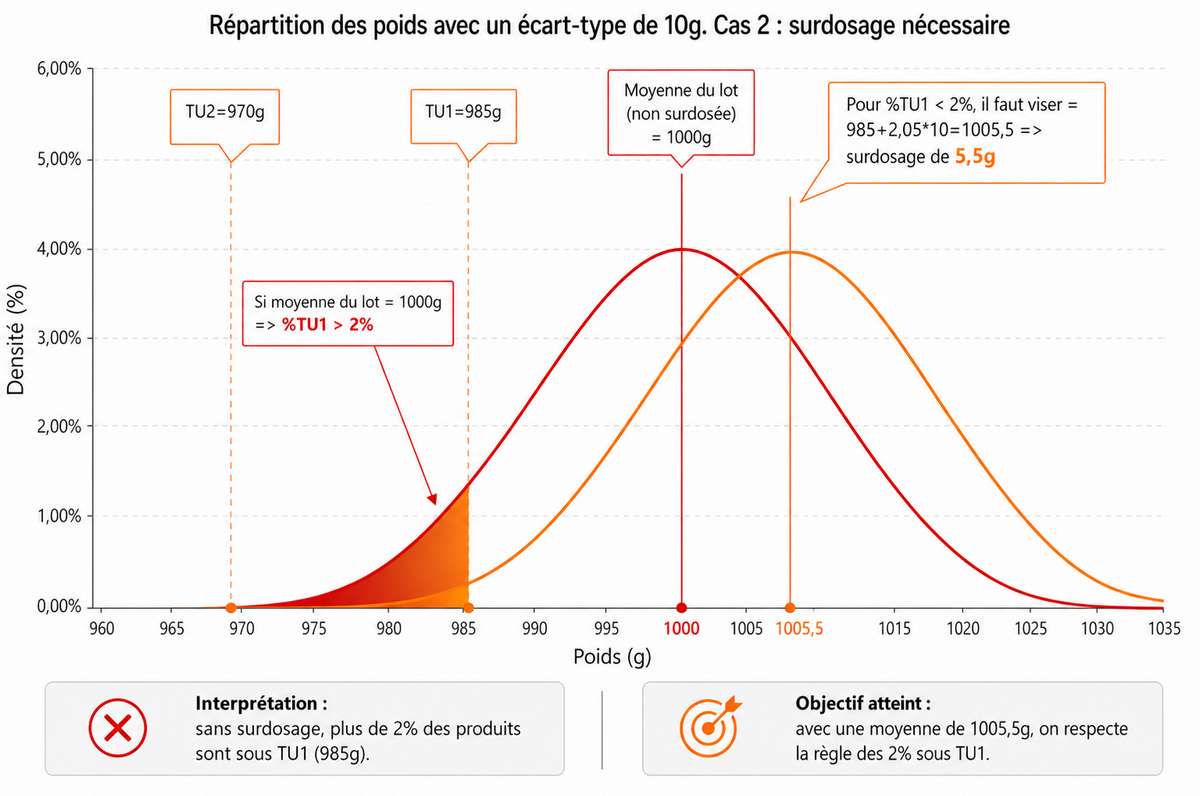
Cas 2 : dispersion élevée et surdosage nécessaire
Dans ce second cas, l’écart-type est élevé. Avec une moyenne centrée sur 1000 g, la proportion de produits inférieurs à TU1 devient trop importante. Le process n’est pas suffisamment resserré pour rester conforme sans marge de sécurité.
Cible = 985 + 2,05 × 10 = 1005,5 g
Le surdosage nécessaire est donc d’environ 5,5 g. Ce n’est pas un choix confortable, mais une conséquence de la dispersion. Le vrai levier d’amélioration n’est pas seulement de baisser la cible : il faut réduire l’écart-type.
Les causes du surdosage en agroalimentaire doivent donc être recherchées dans la variabilité machine, produit et pilotage.
Les causes terrain du surdosage
Sur une ligne de conditionnement, le surdosage résulte rarement d’une seule cause. Il est généralement lié à l’interaction de trois éléments : la machine, le produit et le pilotage.Machine
Régularité du doseur, alignement des têtes, usure mécanique, stabilité du réglage.Produit
Viscosité, densité, température, texture, présence de morceaux, évolution au cours du temps.Pilotage
Fréquence de contrôle, interprétation des résultats, réaction opérateur, efficacité du réglage.
Cause n°1 : la machine de dosage
La machine est souvent la première cause visible du surdosage. Mais il faut distinguer plusieurs situations.Désalignement des têtes de dosage
Sur une doseuse multi-têtes, toutes les têtes devraient délivrer une quantité comparable. Lorsqu’une ou plusieurs têtes dosent plus ou moins que les autres, la dispersion globale augmente. Même si la moyenne générale semble correcte, certains produits peuvent se rapprocher des seuils bas pendant que d’autres sont surdosés. Dans ce cas, le problème n’est pas seulement la moyenne. Le problème est la dispersion créée par le mauvais alignement. La bonne action n’est donc pas de remonter la consigne générale, mais d’identifier les têtes qui contribuent à la variabilité.Instabilité mécanique
L’usure mécanique, les jeux, les membranes fatiguées, les pistons irréguliers, les clapets ou les organes de dosage peuvent générer des variations au cours du temps. Le dosage semble correct à un instant donné, puis dérive progressivement. Lorsque cette instabilité n’est pas identifiée, les opérateurs finissent par travailler avec une marge de sécurité élevée. Le surdosage devient alors une réponse à une machine jugée difficile à stabiliser.Réglage trop imprécis
Le système de réglage peut lui-même être une cause de surdosage. Si le vernier est trop brutal, trop lent, peu répétable ou mal compris par les opérateurs, les corrections deviennent approximatives. Une correction trop forte peut envoyer la ligne en surdosage. Une correction trop faible peut maintenir un risque de sous-dosage. Dans les deux cas, l’opérateur perd confiance dans le réglage et préfère viser plus haut.Cause n°2 : la variabilité du produit
Le produit influence directement la performance du dosage. Deux produits fabriqués sur la même machine peuvent donner des résultats très différents. Les variations de viscosité, de température, de densité, de texture ou de répartition des inclusions peuvent modifier le comportement du produit au dosage. Un produit plus fluide peut couler différemment. Un produit plus épais peut créer des variations de remplissage. Un produit contenant des morceaux peut générer des irrégularités d’une dose à l’autre.
Une ligne peut être mécaniquement correcte et malgré tout générer du surdosage si le produit varie fortement au cours du temps.
Cette situation est fréquente lorsque les contrôles montrent une alternance de périodes stables et de périodes plus dispersées. L’analyse doit alors porter sur les conditions de fabrication, les temps d’attente, la température produit, la fin de cuve, le début de lot ou les changements de texture.
C’est un point important dans l’analyse de la variabilité process en agroalimentaire. Le surdosage ne peut pas être réduit durablement si la variabilité produit n’est pas comprise.
Cause n°3 : le pilotage opérateur
Le pilotage opérateur est souvent sous-estimé. Pourtant, c’est lui qui transforme les résultats de contrôle en décisions de réglage. Lorsque les limites de réaction sont mal définies, les opérateurs peuvent régler trop souvent, trop tard ou dans le mauvais sens. Certains contrôles isolés peuvent être interprétés comme une dérive réelle alors qu’ils ne sont que l’expression normale de la dispersion.
Trop régler une ligne peut parfois dégrader la maîtrise du dosage au lieu de l’améliorer.
Un bon pilotage suppose de disposer :
- d’une taille d’échantillon adaptée ;
- d’une fréquence de prélèvement cohérente avec la dérive réelle ;
- de limites de réglage clairement définies ;
- d’une compréhension simple des réactions attendues ;
- d’un système de réglage suffisamment précis et répétable.
Les erreurs fréquentes dans la réduction du surdosage
La réduction du surdosage échoue souvent parce qu’elle est abordée uniquement comme une baisse de consigne. Or une consigne plus basse ne suffit pas si la dispersion reste élevée.Erreur n°1 : baisser la cible sans mesurer la dispersion
Baisser la cible peut réduire temporairement le coût matière, mais cela augmente immédiatement le risque de produits inférieurs à TU1 ou TU2 si le process n’est pas assez stable.Erreur n°2 : confondre moyenne et maîtrise
Une moyenne correcte ne garantit pas une production maîtrisée. Une ligne peut avoir une moyenne satisfaisante avec une dispersion trop élevée.Erreur n°3 : augmenter les contrôles sans traiter la cause
Contrôler plus souvent peut améliorer la détection, mais cela ne réduit pas la variabilité. Si la cause est mécanique ou produit, le contrôle seul ne suffit pas.Erreur n°4 : faire porter le sujet uniquement aux opérateurs
Les opérateurs ne peuvent pas compenser durablement une machine instable, un produit variable ou un système de réglage inadapté.L’impact économique du surdosage
Le surdosage paraît parfois faible lorsqu’il est exprimé en grammes par unité. Mais sur des volumes industriels, il peut représenter des pertes importantes.
Un surdosage de 1 g par unité devient rapidement significatif lorsque la ligne produit plusieurs centaines de milliers ou plusieurs millions d’unités par an.
Le coût réel dépend du prix matière, du volume annuel, du nombre de références concernées et de la fréquence des dérives. Il faut également intégrer les pertes indirectes : rendement matière, écarts de bilan, surconsommation d’ingrédients, tension sur les achats et difficulté à expliquer les écarts entre consommation théorique et consommation réelle.
La réduction du surdosage est donc à la fois un sujet qualité, un sujet industriel et un sujet économique. Mais elle ne doit pas être traitée comme une simple action de productivité. Si elle est mal conduite, elle peut créer un risque réglementaire ou générer des non-conformités clients.
C’est pourquoi je l’aborde comme un accompagnement qualité agroalimentaire structuré, avec observation terrain, analyse des données, validation des hypothèses et sécurisation progressive des réglages.
Comment identifier les causes réelles du surdosage ?
Une démarche sérieuse commence par la mesure. Il faut distinguer ce qui relève du réglage moyen, de la dispersion instantanée, de la dérive dans le temps et de la variabilité produit.Observer
Comprendre la ligne, les contrôles réalisés, les pratiques opérateurs et les conditions réelles de production.Mesurer
Calculer les moyennes, les écarts-types, les dérives et les différences entre têtes ou postes de dosage.Corriger
Agir sur les causes : alignement, maintenance, réglage, fréquence de contrôle ou méthode opérateur.Sécuriser
Valider que la baisse du surdosage ne dégrade pas la conformité réglementaire ni la stabilité du process.Articles liés sur la réduction du surdosage
Cette page détaille les causes du surdosage en agroalimentaire. Elle s’inscrit dans un ensemble plus large consacré à la réduction du surdosage en agroalimentaire, avec une approche terrain centrée sur la variabilité, le contrôle du poids et la méthode de réduction des pertes.Aller plus loin sur le surdosage
- Réduction du surdosage en agroalimentaire : page principale du dossier
- Variabilité process en agroalimentaire : comprendre l’impact du couple produit / machine / pilotage
- Contrôle du poids des préemballés en agroalimentaire : relier conformité réglementaire et pilotage industriel
- Méthode terrain pour réduire le surdosage : mesurer, analyser, corriger et sécuriser